




1. Theoretische test en analyse
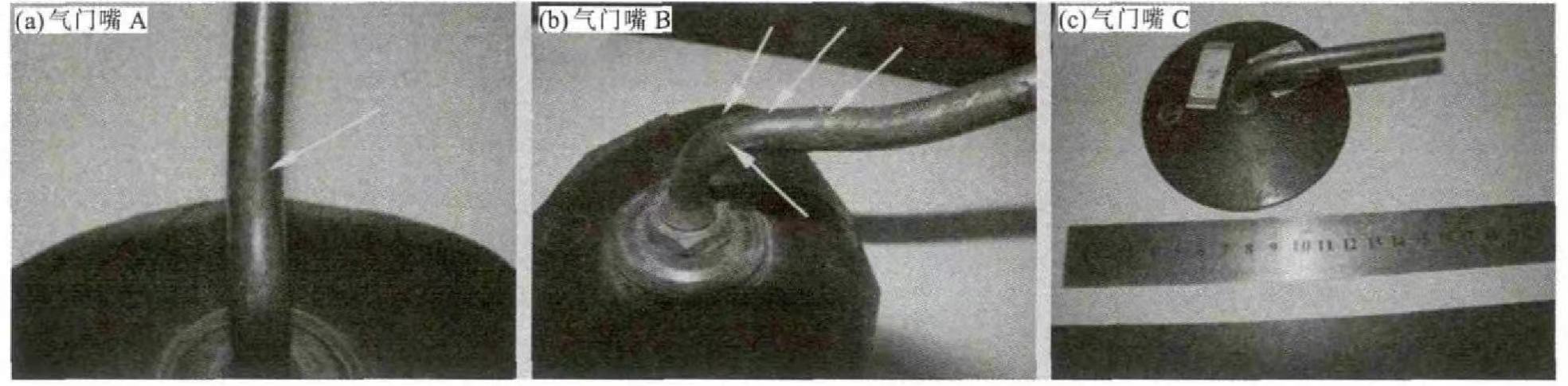
Van de 3bandenventielenmonsters geleverd door het bedrijf, 2 zijn kleppen en 1 is een klep die nog niet is gebruikt. Voor A en B is de klep die nog niet is gebruikt, gemarkeerd als grijs. Uitgebreide figuur 1. Het buitenoppervlak van klep A is ondiep, het buitenoppervlak van klep B is het oppervlak, het buitenoppervlak van klep C is het oppervlak en het buitenoppervlak van klep C is het oppervlak. Kleppen A en B zijn bedekt met corrosieproducten. Kleppen A en B zijn gebarsten bij de bochten, het buitenste deel van de bocht loopt langs de klep, de klepringmond B is naar het einde toe gebarsten en de witte pijl tussen de gebarsten oppervlakken op het oppervlak van klep A is gemarkeerd. Uit het bovenstaande blijkt dat de scheuren overal zijn, de scheuren het grootst zijn en de scheuren overal zijn.
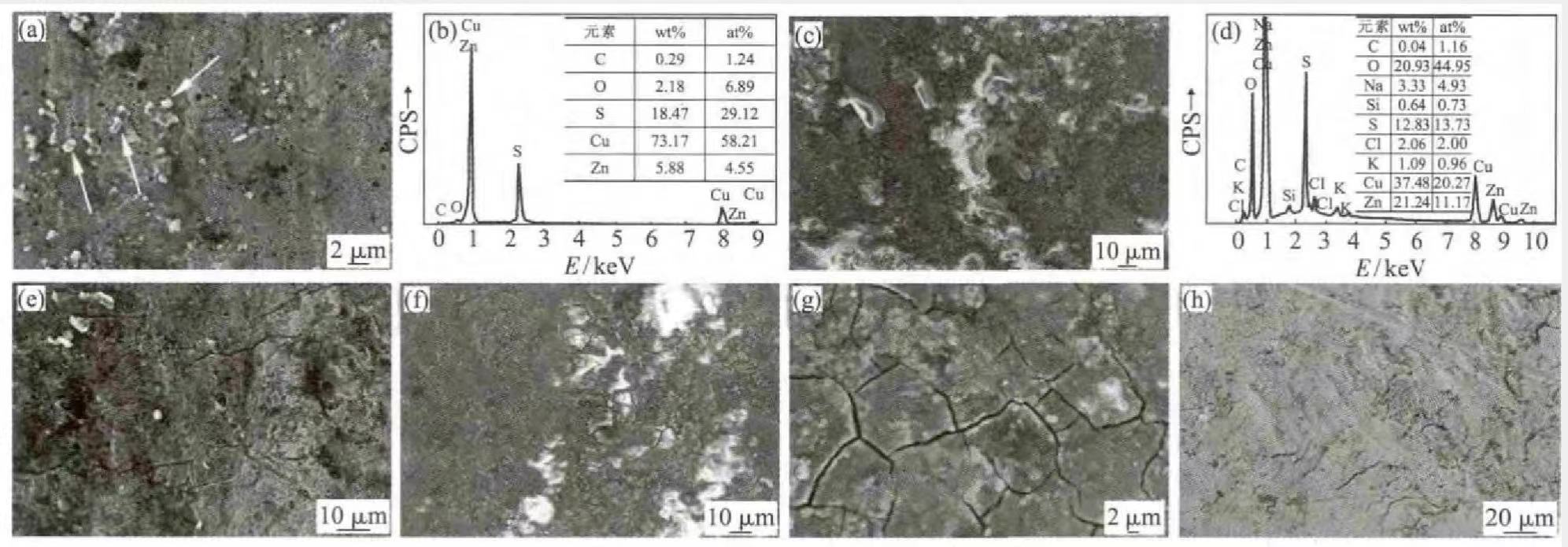
Een deel van debandventielMonsters A, B en C werden uit de bocht gesneden en de oppervlaktemorfologie werd bekeken met een ZEISS-SUPRA55 scanning elektronenmicroscoop. De micro-oppervlaktesamenstelling werd geanalyseerd met EDS. Figuur 2 (a) toont de microstructuur van het oppervlak van klep B. Er zijn veel witte en heldere deeltjes op het oppervlak te zien (aangegeven door de witte pijlen in de afbeelding). De EDS-analyse van de witte deeltjes toont een hoog gehalte aan S. De resultaten van de energiespectrumanalyse van de witte deeltjes worden weergegeven in Figuur 2 (b).
Figuur 2(c) en (e) tonen de oppervlaktemicrostructuren van klep B. Uit figuur 2(c) blijkt dat het oppervlak bijna volledig bedekt is met corrosieproducten en dat de corrosieve elementen van de corrosieproducten, gemeten aan de hand van een energiespectrumanalyse, voornamelijk S, Cl en O omvatten. Het gehalte aan S op individuele posities is hoger en de resultaten van de energiespectrumanalyse worden weergegeven in figuur 2(d). Uit figuur 2(e) blijkt dat er microscheuren langs de klepring op het oppervlak van klep A zitten. Figuur 2(f) en (g) tonen de oppervlaktemicromorfologieën van klep C. Het oppervlak is ook volledig bedekt met corrosieproducten en de corrosieve elementen omvatten ook S, Cl en O, vergelijkbaar met figuur 2(e). De oorzaak van de scheurvorming kan spanningscorrosie (SCC) zijn, zoals blijkt uit de analyse van de corrosieproducten op het klepoppervlak. Figuur 2(h) toont ook de oppervlaktemicrostructuur van klep C. Het oppervlak is relatief schoon en de chemische samenstelling, geanalyseerd met EDS, is vergelijkbaar met die van de koperlegering, wat aangeeft dat de klep niet gecorrodeerd is. Door de microscopische morfologie en chemische samenstelling van de drie klepoppervlakken te vergelijken, wordt aangetoond dat er corrosieve media zoals S, O en Cl in de omgeving aanwezig zijn.
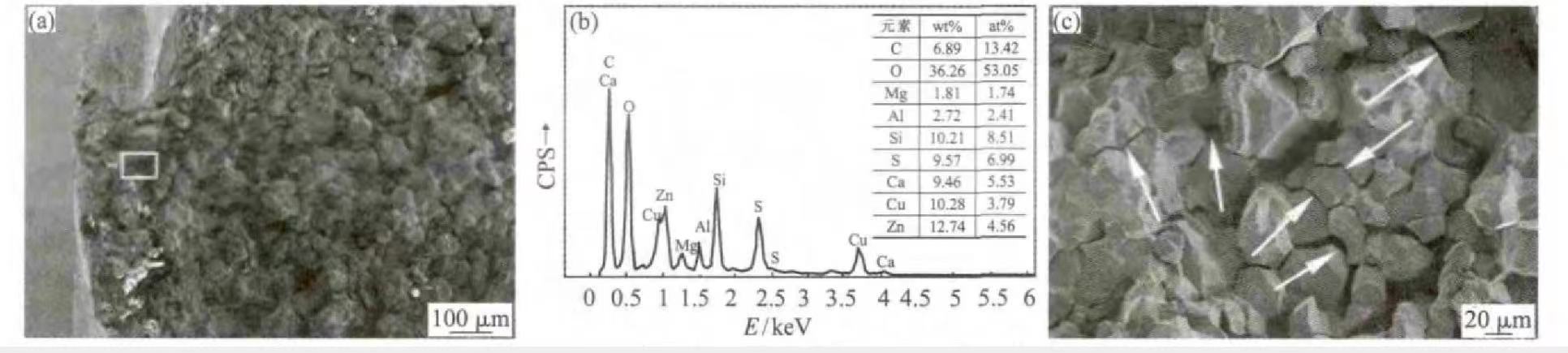
De scheur in klep B werd geopend door middel van de buigtest, en er werd vastgesteld dat de scheur niet de gehele dwarsdoorsnede van de klep had doordrongen, maar wel aan de kant van de achterbocht en niet aan de kant tegenover de achterbocht van de klep. Visuele inspectie van de breuk laat zien dat de breuk donker van kleur is, wat aangeeft dat de breuk gecorrodeerd is. Sommige delen van de breuk zijn donker van kleur, wat aangeeft dat de corrosie in deze delen ernstiger is. De breuk in klep B werd waargenomen onder een rasterelektronenmicroscoop, zoals weergegeven in figuur 3. Figuur 3 (a) toont het macroscopische aspect van de breuk in klep B. Te zien is dat de buitenste breuk nabij de klep bedekt is met corrosieproducten, wat wederom wijst op de aanwezigheid van corrosieve media in de omgeving. Volgens energiespectrumanalyse bestaan de chemische componenten van het corrosieproduct voornamelijk uit S, Cl en O, en zijn de gehaltes aan S en O relatief hoog, zoals weergegeven in figuur 3 (b). Observatie van het breukoppervlak toont aan dat het scheurgroeipatroon langs het kristaltype verloopt. Een groot aantal secundaire scheuren is ook zichtbaar door de breuk bij hogere vergrotingen te bekijken, zoals weergegeven in figuur 3(c). De secundaire scheuren zijn in de afbeelding gemarkeerd met witte pijlen. Corrosieproducten en scheurgroeipatronen op het breukoppervlak vertonen wederom de kenmerken van spanningscorrosie.
De breuk van klep A is niet geopend. Verwijder een deel van de klep (inclusief de gebarsten positie), slijp en polijst het axiale deel van de klep en gebruik een FeCl3 (5 g) + HCl (50 ml) + C2H5OH (100 ml) oplossing. De metallografische structuur en scheurgroeimorfologie werden geëtst en geobserveerd met de Zeiss Axio Observer A1m optische microscoop. Figuur 4 (a) toont de metallografische structuur van de klep, die een α+β-dubbelfasestructuur heeft, waarbij β relatief fijn en korrelig is en verdeeld over de α-fasematrix. De scheurvoortplantingspatronen bij de circumferentiële scheuren worden weergegeven in figuur 4 (a) en (b). Omdat de scheuroppervlakken gevuld zijn met corrosieproducten, is de opening tussen de twee scheuroppervlakken breed en is het moeilijk om de scheurvoortplantingspatronen te onderscheiden. Bifurcatieverschijnsel. In deze primaire scheur werden ook veel secundaire scheuren (aangegeven met witte pijlen in de afbeelding) waargenomen, zie Afb. 4(c), en deze secundaire scheuren verspreidden zich langs de nerf. Het geëtste klepmonster werd met behulp van SEM-scans bekeken, waarbij bleek dat er vele microscheuren waren op andere plaatsen parallel aan de hoofdscheur. Deze microscheuren ontstonden vanaf het oppervlak en breidden zich uit naar de binnenkant van de klep. De scheuren vertoonden een vertakking en strekten zich uit langs de nerf, zie Afb. 4(c), (d). De omgeving en de spanningstoestand van deze microscheuren zijn vrijwel gelijk aan die van de hoofdscheur, dus kan worden afgeleid dat de voortplantingsvorm van de hoofdscheur ook intergranulair is, wat ook wordt bevestigd door de breukobservatie van klep B. Het vertakkingsverschijnsel van de scheur toont opnieuw de kenmerken van spanningscorrosie van de klep.
2. Analyse en discussie
Samenvattend kan worden afgeleid dat de schade aan de klep wordt veroorzaakt door spanningscorrosie veroorzaakt door SO₂. Spanningscorrosie moet over het algemeen aan drie voorwaarden voldoen: (1) materialen die gevoelig zijn voor spanningscorrosie; (2) corrosieve media die gevoelig zijn voor koperlegeringen; (3) bepaalde spanningsomstandigheden.
Algemeen wordt aangenomen dat zuivere metalen geen last hebben van spanningscorrosie en dat alle legeringen in verschillende mate gevoelig zijn voor spanningscorrosie. Voor messingmaterialen wordt algemeen aangenomen dat de tweefasenstructuur een hogere gevoeligheid voor spanningscorrosie heeft dan de eenfasestructuur. In de literatuur is beschreven dat messing een hogere gevoeligheid voor spanningscorrosie heeft wanneer het zinkgehalte hoger is dan 20%, en hoe hoger het zinkgehalte, hoe hoger de gevoeligheid voor spanningscorrosie. De metallografische structuur van de gasmond is in dit geval een tweefasenlegering met α+β-ionen. Het zinkgehalte is ongeveer 35%, ruim boven de 20%, waardoor het een hoge gevoeligheid voor spanningscorrosie heeft en voldoet aan de materiaalvoorwaarden die vereist zijn voor spanningscorrosie.
Bij messingmaterialen zal, indien er na de koudvervorming geen spanningsontlastend gloeien wordt uitgevoerd, onder geschikte spanningsomstandigheden en corrosieve omgevingen spanningscorrosie optreden. De spanning die spanningscorrosiescheuren veroorzaakt, is over het algemeen lokale trekspanning, die kan bestaan uit toegepaste spanning of restspanning. Nadat de vrachtwagenband is opgepompt, zal er door de hoge druk in de band trekspanning ontstaan langs de axiale richting van de luchtinlaat, wat zal leiden tot omtrekscheuren in de luchtinlaat. De trekspanning veroorzaakt door de inwendige druk van de band kan eenvoudig worden berekend met σ=p R/2t (waarbij p de inwendige druk van de band is, R de binnendiameter van het ventiel en t de wanddikte van het ventiel). Over het algemeen is de trekspanning die wordt gegenereerd door de inwendige druk van de band echter niet te groot en moet rekening worden gehouden met het effect van restspanning. De scheurplekken van de gasmondstukken bevinden zich allemaal in de achterbocht, en het is duidelijk dat de restvervorming in de achterbocht groot is en dat er een resttrekspanning aanwezig is. Sterker nog, in veel praktische koperlegeringscomponenten wordt spanningscorrosie zelden veroorzaakt door ontwerpspanningen, en meestal door restspanningen die niet worden opgemerkt en genegeerd. In dit geval, in de achterbocht van het ventiel, is de richting van de trekspanning die wordt gegenereerd door de interne druk van de band consistent met de richting van de restspanning, en de superpositie van deze twee spanningen bepaalt de spanningsconditie voor de SCC.
3. Conclusie en suggesties
Conclusie:
Het kraken van debandventielwordt hoofdzakelijk veroorzaakt door spanningscorrosie veroorzaakt door SO2.
Suggestie
(1) Spoor de bron van het corrosieve medium op in de omgeving van debandventiel, en probeer direct contact met het omringende corrosieve medium te vermijden. Breng bijvoorbeeld een laag anticorrosiecoating aan op het oppervlak van de klep.
(2) De resterende trekspanning van koudbewerking kan worden geëlimineerd door middel van geschikte processen, zoals spanningsarm gloeien na het buigen.
Plaatsingstijd: 23-09-2022
