




1. Samenvatting
De binnenband is een dun rubberproduct en tijdens het productieproces ontstaan onvermijdelijk enkele afvalproducten die niet kunnen worden vergeleken met de buitenband, maar die welkleppenzijn intact en deze ventielen kunnen worden gerecycled en hergebruikt voor de productie van binnenbanden. Ons bedrijf heeft enkele experimenten uitgevoerd met het recyclen en hergebruiken van binnenbandventielen, maar de uiterlijke kwaliteit van de gerecyclede ventielen is slecht en de hechtsterkte tussen de ventielbasis en het rubberen kussentje is laag. Daarom moeten ze worden hergebruikt voordat ze kunnen worden gebruikt.
Dankzij deze werkzaamheden wordt het recyclingproces van afval en defecte binnenbandventielen verbeterd, om zo de hoeveelheid afval te verminderen en de economische voordelen voor bedrijven te vergroten.
2. Probleemanalyse
Het recyclingproces van het oorspronkelijke afval en het defectebinnenbandventielenis als volgt: afval en defecte binnenbandventielen → verbranding → zuurbehandeling → mono-mode vulkanisatie (kleefpads) → borstelharen op de rubberen pads.
De problemen van het bovengenoemde proces zijn als volgt.
(1) Verbranding van afval en defecte binnenbandventielen veroorzaakt ernstige milieuvervuiling. Het gerecyclede klephuis vervormt gemakkelijk en ziet er vuil uit. Het is moeilijk te reinigen tijdens de zuurbehandeling en veroorzaakt gemakkelijk vervuiling van andere processen.
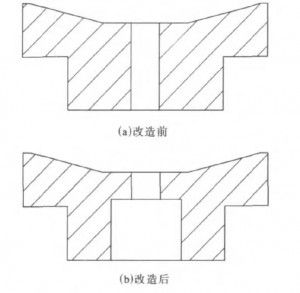
(2) Om het verwijderen van de klep te vergemakkelijken, is het oorspronkelijke ontwerp van de vulkanisatiemal een enkele mal, verdeeld in drie delen. Single-mode vulkanisatie is tijdrovend, heeft een lage efficiëntie, is arbeidsintensief en verbruikt veel stroom. Bovendien is het buitenoppervlak van de gevulkaniseerde klep gevoelig voor overtollige rubberen strips, waardoor het rubber de mond omhult en de uiterlijke kwaliteit van de klep niet aan de eisen voldoet. De kleefkracht van de kleefpad is ook niet stabiel.
(3) Het handmatig borstelen van de rubberen pad kent problemen als een hoge arbeidsintensiteit, lage efficiëntie en een ongelijkmatig borsteloppervlak, wat de hechting van de rubberen pad en het rubbermateriaal van de binnenband beïnvloedt.
3 Verbeteringseffect
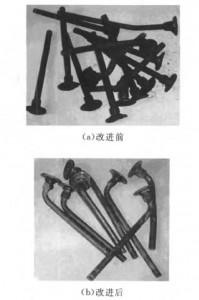
Figuur 2 toont de teruggewonnen nozzlebehuizing voor en na de verbetering van het volgende proces. Uit figuur 2 blijkt dat de nozzlebehuizing die met het verbeterde proces is behandeld, duidelijk schoon is en vrijwel intact. Dankzij het verbeterde proces is het gebruik van zuur en water lager, is de milieuvervuiling lager en kan de gesneden rubberen pad worden gerecycled tot gerecycled rubber.
Vóór de verbetering was de warmteoverdracht van de mal slecht en duurde de vulkanisatie 15 minuten. Volgens de bedrijfsomstandigheden van de bestaande vlakke vulkanisator kunnen er slechts 4 kleppen tegelijk worden gevulkaniseerd en kunnen er ongeveer 16 kleppen per uur worden geproduceerd, exclusief de tijd voor het laden van de mal. Met de aangepaste gecombineerde mal duurt het slechts 5 minuten om te vulkaniseren, kunnen er 25 kleppen per keer worden gevulkaniseerd en kunnen er ongeveer 300 kleppen per uur worden geproduceerd. De mal is eenvoudig te installeren en te ontvormen en de arbeidsintensiteit is laag.
Met de aangepaste matrijs en ontbraammachine kunnen zowel rechte als gebogen kleppen worden geproduceerd, en de procesomstandigheden zijn hetzelfde. Er is geen duidelijk verschil in uiterlijk en interne kwaliteit tussen de kleppen die gerecycled en hergebruikt zijn via het verbeterde proces en de nieuwe kleppen. De testresultaten tonen aan dat de gemiddelde hechtsterkte tussen de klepvoet en de rubberen pad die gerecycled is via het verbeterde proces 12,8 kN·m·l bedraagt, terwijl de gemiddelde hechtsterkte tussen de nieuwe klepvoet en de rubberen pad 12,9 kN·m·l bedraagt. Volgens de Enterprise-normen mag de hechtsterkte niet lager zijn dan 7 kN·m·l.
Na meer dan tien jaar snelle ontwikkeling domineert de Chinese kleppenindustrie de wereld. Momenteel is de kleppenproductie in mijn land goed voor meer dan 70% van de totale wereldproductie, waarmee het land de eerste plaats inneemt in de wereldwijde productie en verkoop van kleppen. Om te voldoen aan de behoeften van zowel de binnenlandse als de internationale markt, is het aantal tubeless kleppen geleidelijk toegenomen. In 2015 was de productie van tubeless kleppen goed voor meer dan de helft van de totale kleppenproductie. De enorme vraag op de binnenlandse markt stimuleert de ontwikkeling van de industrie voortdurend.
De vraag op de ventielmarkt is voornamelijk verdeeld in de OEM-markt en de AM-markt. De meest recente gegevens tonen aan dat het luchtventiel een belangrijk veiligheidsonderdeel is van de wielmodule van een auto. Omdat het langdurig aan de buitenlucht is blootgesteld, moet het bestand zijn tegen diverse extreme omgevingsinvloeden. Ventielen worden over het algemeen vervangen tijdens jaarlijkse inspecties en bandenwissels, waardoor de vraag naar ventielen op de AM-markt veel groter is dan die op de OEM-markt.
4. Epiloog
Dankzij verbeterde technologie kan het klephuis, zolang het niet vervormd is, gerecycled worden. De kwaliteit van gerecyclede luchtventielen voldoet aan de gebruikseisen, wat het verbruik van grondstoffen en energie kan verminderen, de productiekosten van binnenbanden kan verlagen en de economische voordelen voor bedrijven kan verbeteren.
Plaatsingstijd: 02-12-2022
